Remark:
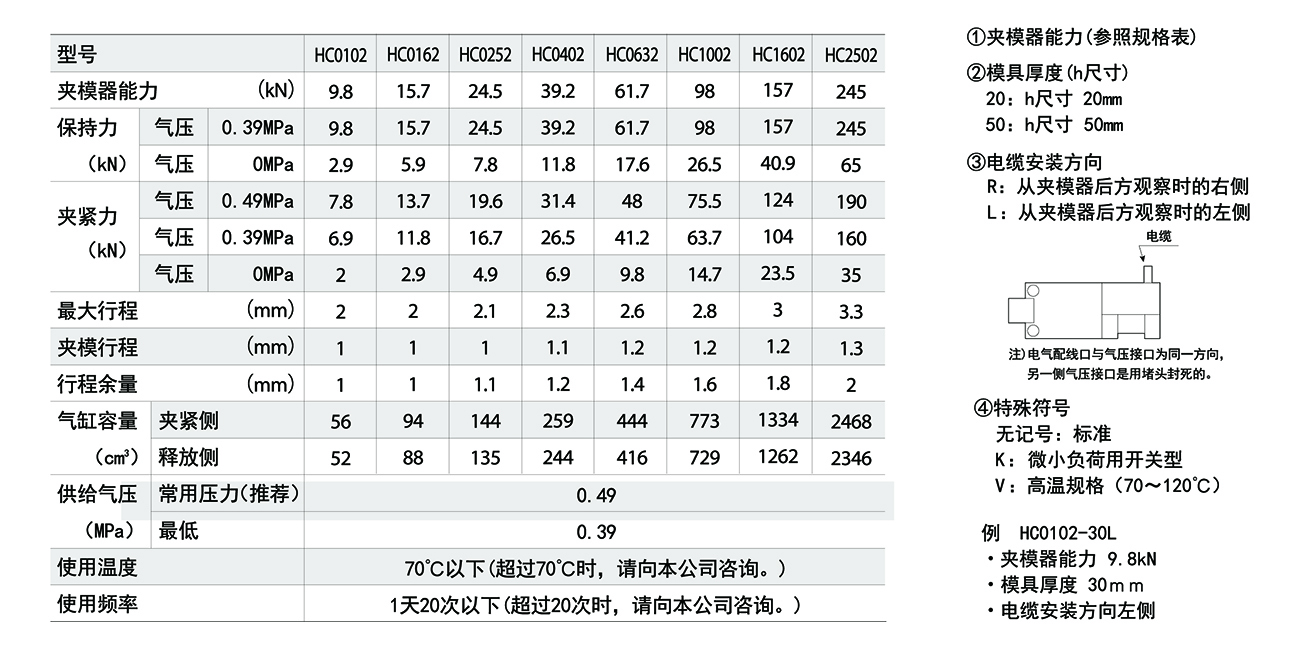
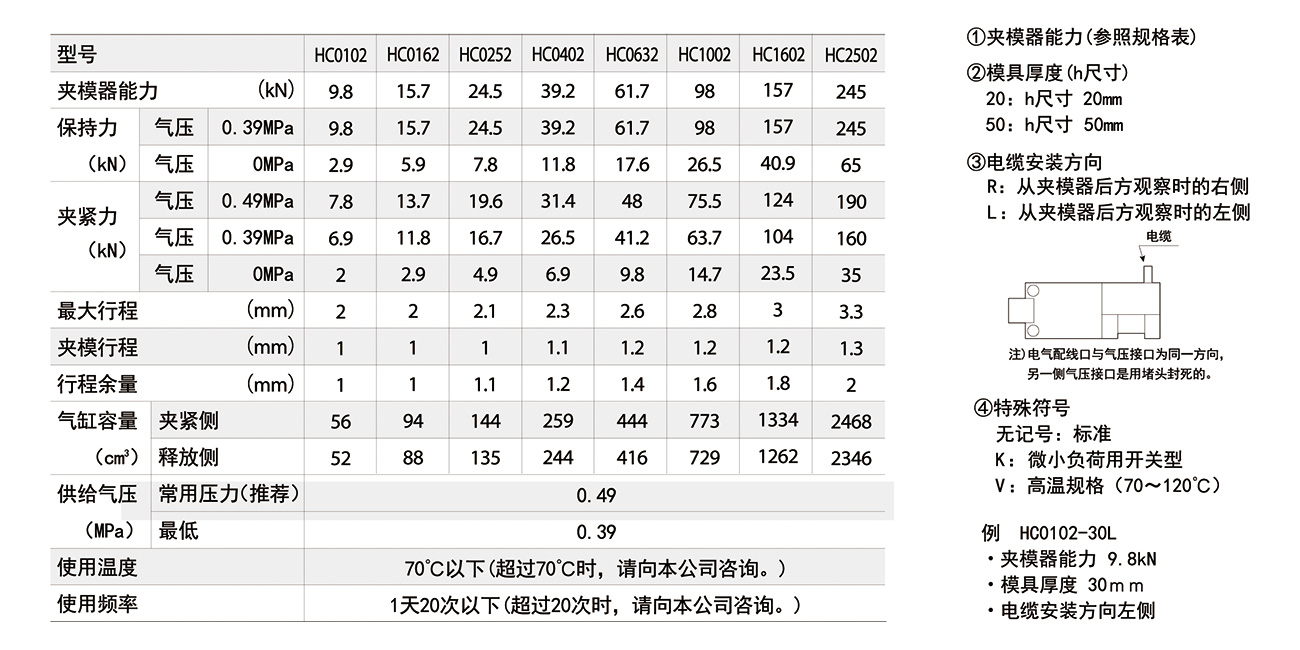
1.Please use it within limited mold clamping force.
2.The retention force and clamping force will fluctuate within ±10%.
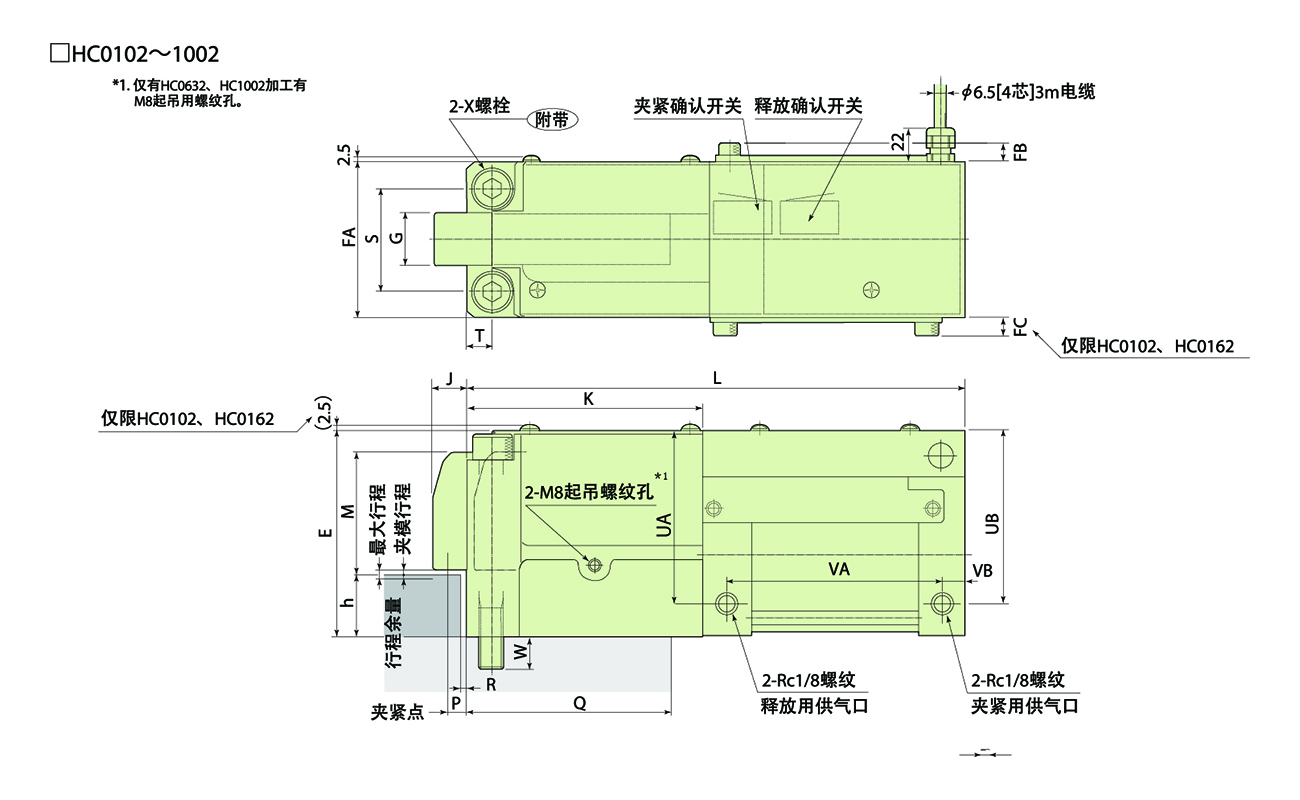
3.If it need to keep release, please supply over 0.3MPa air pressure to the release air feed.
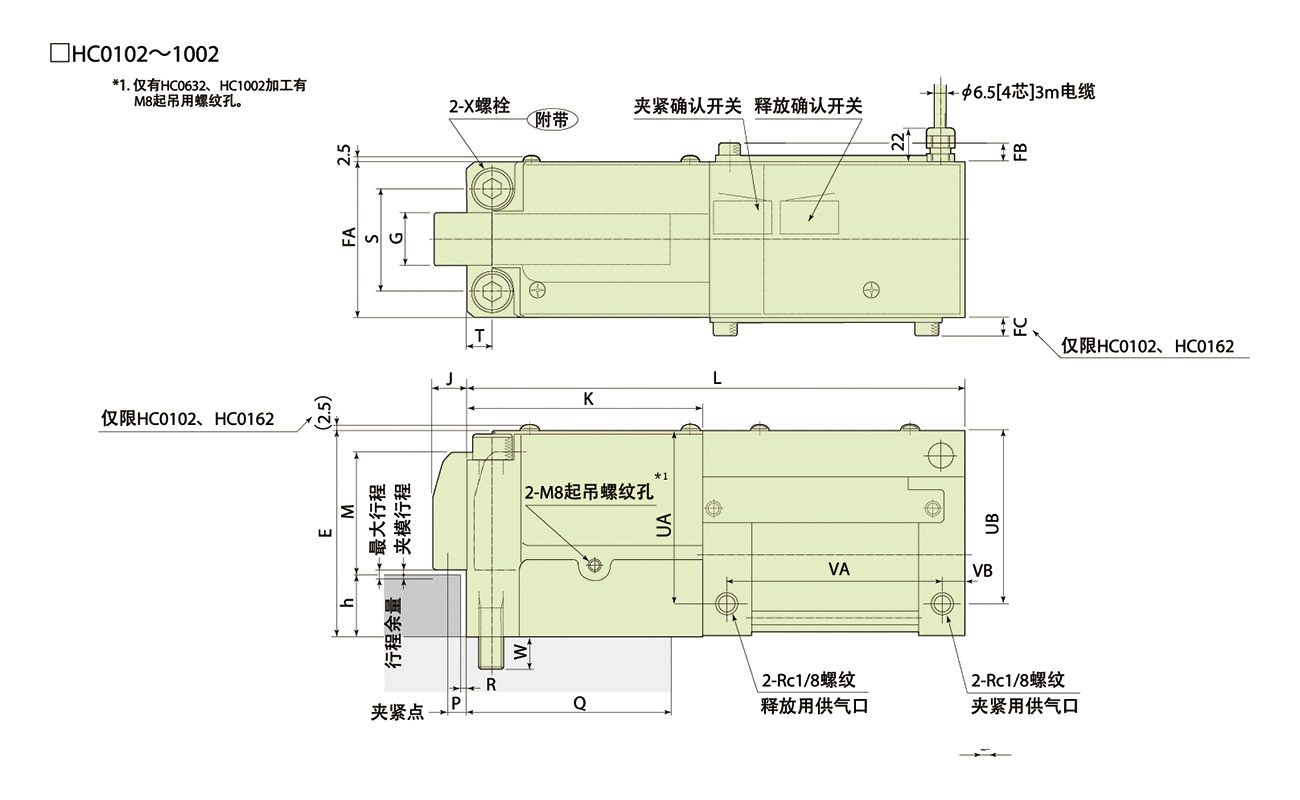
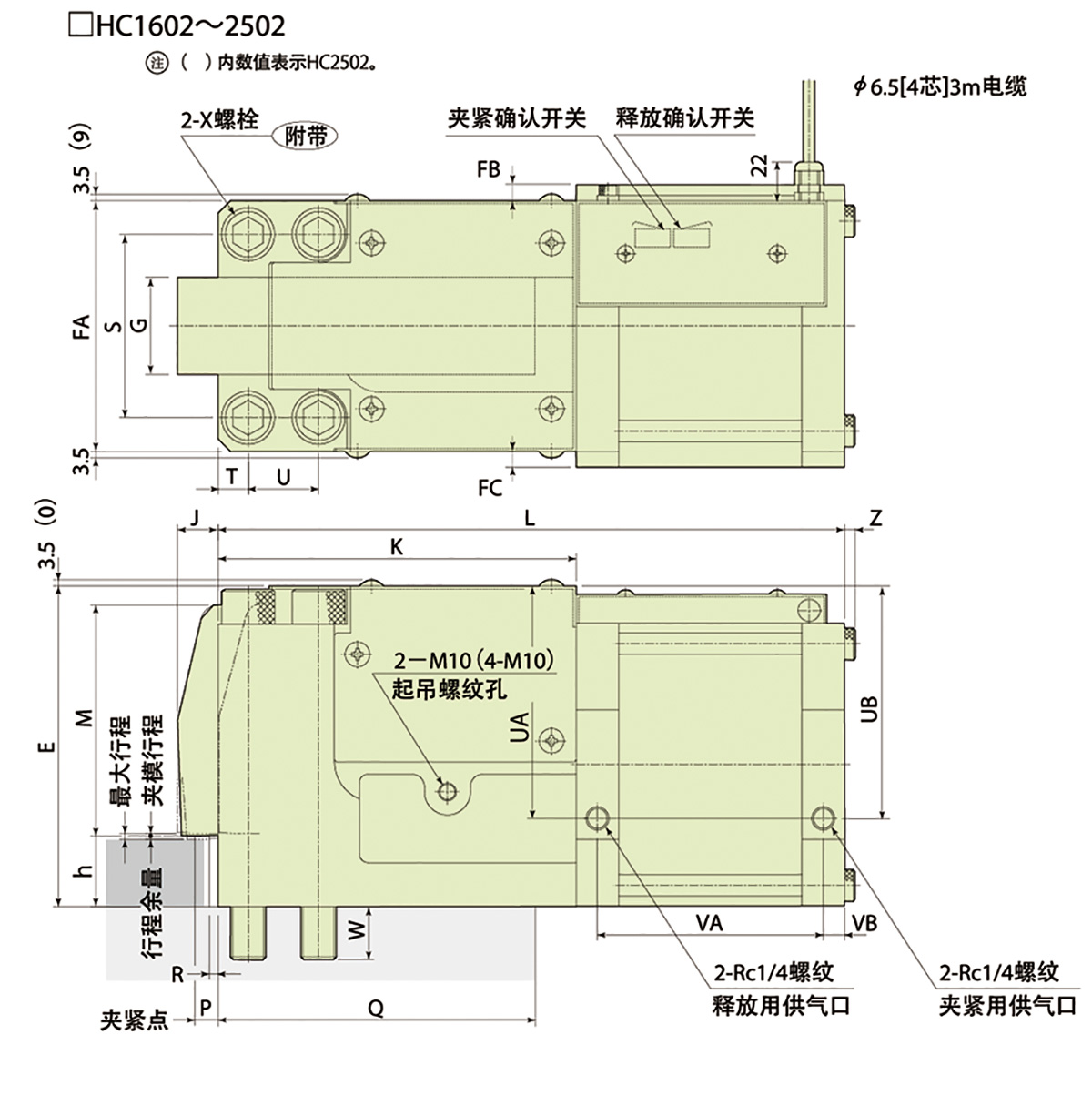
4.The precision of the clamping part (h) should below ±0.3mm.
5.If the clamping part thickness (h) exceeds standard height, please add a block on the base of the bottom of the die clamper. On the contrary, if the clamping part thickness (h) lower than standard height, please consult our company.
6.For more information, please contact us.
7.The specification and content above may be changed according to the improvement of the product without prior notice. Please ask for specification before using.
Application Notice:
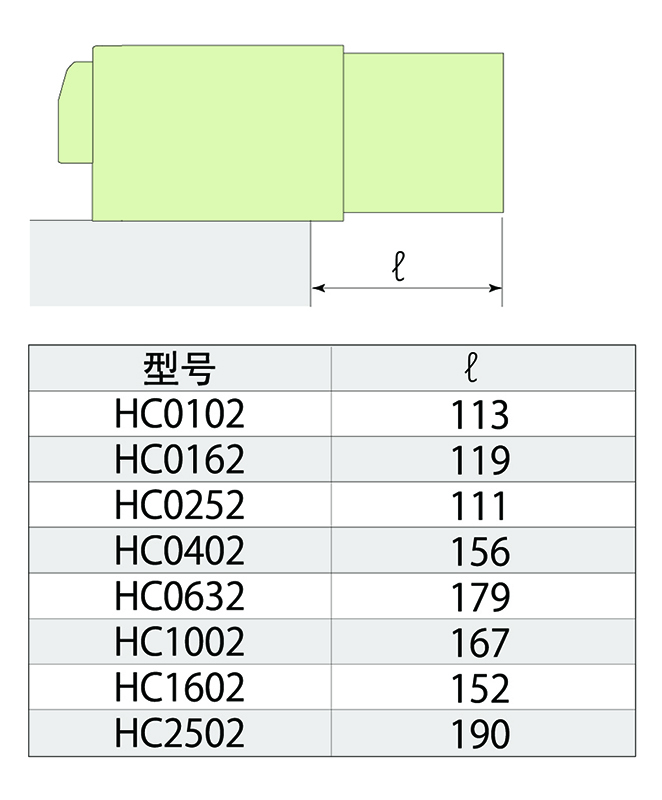
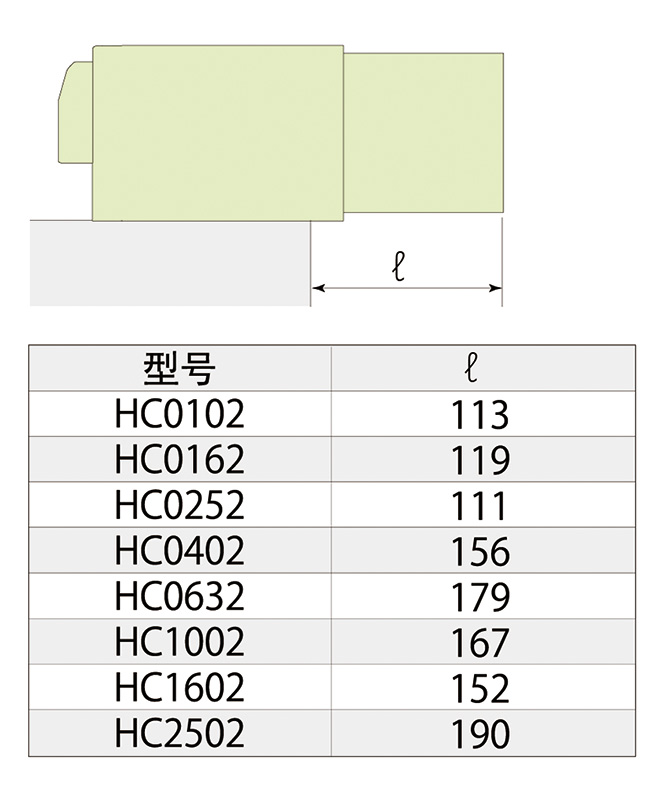
1.The gap between the die and die clamper must comply with specified value. Otherwise, it may cause die turnover and lead to human injury.
2.The clamping surface of the die must parallel with the injection molding machine surface. If it is not parallel, the die clamper body, chuck, and main axle will deform due to unbalanced stress, and finally lead to human injury.
3.Do not pour water or oil to the die clamper, air valve unit, and electric control panel. Otherwise, the service life of the product will be shortened, and become the cause of accident.
4.Strictly prohibit disassembly and transformation. Or it will cause serious accident. Please contact us if there’s a need for disassembly or transformation.
5.The tubing and coupler should be thoroughly cleaned. Otherwise, the sealing element could be damaged and lead to air leakage.
6.Please use clean air, or the machine will rust and thus cause rough operation. Please set up air filter and air drier.